注册资金2.8个亿,力争线上月销量达1万吨
国内3000多家企业之选

国内3000多家企业之选
400-038-8928
选择磨料(钢丸、切丸、钢砂)的技术要点
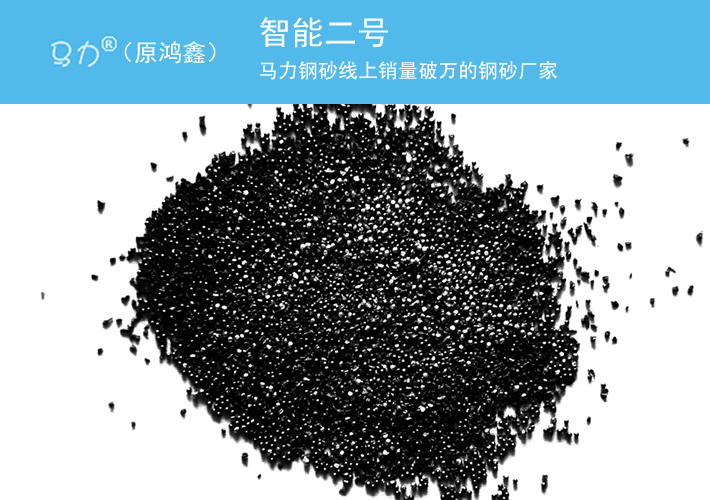
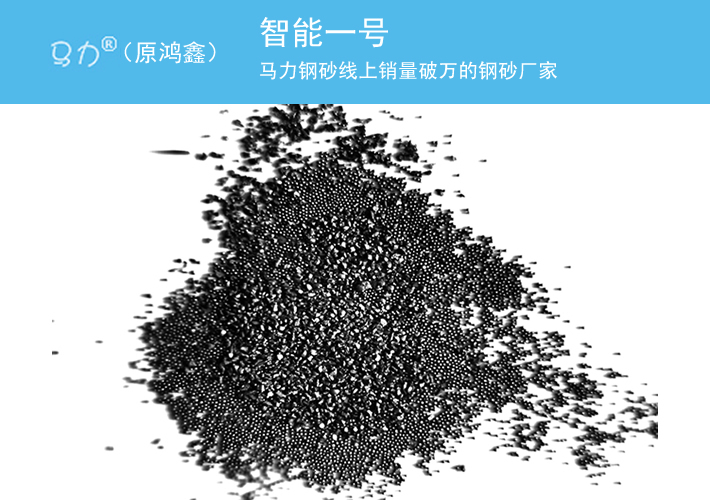
磨料是抛丸可喷砂工艺中颗粒固体物料的总称,按材质可分为金属磨料和非金属磨料两大类;按颗粒状分有丸粒状、砂粒状和柱粒状3种。磨料对钢材表面清理效率、清理成本、清理质量有着直接的影响。在钢结构抛丸和喷砂工艺中,磨料选择的依据有:
按ISO8501标准,调查钢材表面原始状态,钢板较厚腐蚀严重的C级以上钢板,应选择质量大且硬度高的磨料。依据涂装设计中规定的清洁度标准和粗糙度大小,来选择磨料。清洁度等级高,磨料的粒度、密度要适中,规定的粗糙度大,磨料的粒度要大。
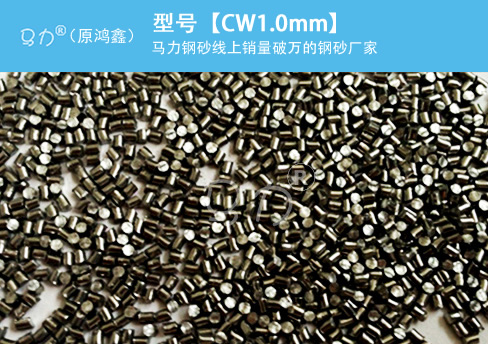
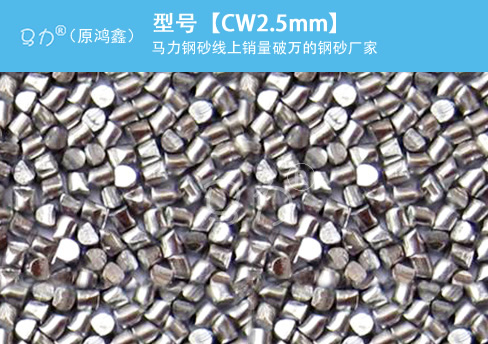
还应根据表面处理方法和设备,如对抛丸流水线上使用的钢丸和钢砂,粒径在1.0~1.2mm**为合适;对于开放式喷砂设备使用的铜矿渣,粒径在0.6~1.8mm。另外,涂料配套类型和规定膜厚和厚度,也是磨料选择的依据。
因不同类型的底漆对钢材清洁度和粗糙度有不同的要求,特别是采用醇溶性无机硅酸性底漆时,**好用棱角钢砂进行喷砂,以增加粗糙度对底漆的咬合能力。一般粗糙度控制在涂层厚度的三分之一为宜。
具体选择磨料时,应考虑下列因素:粒度,同类磨料中,粒度大,其清理能力就强。相反,粒度质量小,速度降低快,其清理能力就弱。形状,磨料粒子的形状决定了抛丸后钢材表面的形状。硬度,磨料的硬度必须大于钢材表面的硬度。密度,磨料的密度与磨料的回收率有关,密度越高,回收率越高。
如石英砂只能用一次,铜矿渣等炉渣一般可用三次,钢砂和钢丝切丸可用100次以上。磨料应无油、无灰尘、无受潮结块的现象。使用污染的磨料就会造成涂装失败和涂层早期破坏,在钢材结构涂装中,特别是对磨料中的含氯量有着严格的要求。
免责声明:马力钢砂部分文章信息来源于网络转载是出于传递更多信息之目的,并不意味着赞同其观点或证实其内容的真实性。如文章涉及到版权等问题,请立即联系我们在线客服,我们会尽快为你处理,以**您的权益。
网站所有图文内容如未经过许可,禁止以任何形式的采集、镜像,否则后果自负!
联 系 人: 陈经理
移动电话: 13810471933
公司地址:北京市海淀区白家疃尚峰园1号楼第126-3号